平安時代における代替貨幣としての布生産とその貨幣価値の危うさ

金属貨幣は10世紀半ばまでに姿を消し平安時代の貨幣経済は衰退した。しかし、金属貨幣は消滅したものの、奈良時代に導入された”貨幣の概念”は消えることはなかった。米、布、絹織物などの代替貨幣で取引される際に、存在しない筈の銭貨の単位が介在することがあった。(脇田晴子:日本中世商業発達史の研究、p.38、お茶の水書房)。
銭貨の価値は金属の実物価値とは関係ないので、政府の信用が揺らぐに伴い価値を失い銭貨離れが進んだ。一方、繊維製品など代替貨幣の場合、実物価値はあったが、その価値が一定であったかが問題であった。
ここでは、平安時代の代替貨幣のうち、量的にも流通性の点でもすぐれていた”繊維製品”である苧麻布の生産構造と、多くの仕様と品質のばらつきのため貨幣としての価値が一定でなかったことを述べる。
(1)代替貨幣に使われた布の仕様
文献に現れる布はさまざまあるが、その仕様は明確でない。調布、庸布は税として課される布であるから、代替貨幣として流通するものではない。代替貨幣となった布は延喜式に交易雑物として記載された商布であるが、単に「布」と記されたものもある。交易雑物一覧に記載はないが平安時代文書には「手作布」もしばしば登場する。これらの布の仕様、品質の違いははっきりしないが、取り敢えず次のように考えておきたい。
(延喜式、巻23民部下、交易雑物。国史大系延喜式中編p.591吉川弘文館)。
a. 商布:代替貨幣として流通。品質よりサイズの安定性、潤沢な流通量。
サイズは長さ2丈6尺、幅2尺4寸*
b.布:商布より織の目が細かい。寸法は商布に同じ
c.手作布:bの「布」に川晒しの工程を加え、肌触りと白さを改善したもの。時折出現する「白布」もこれに当たるかもしれない。寸法は商布に同じ。最も高級品。
※<布幅問題>
商布の幅は調庸布の幅に準じて二尺四寸ということになっているが、これには古くから疑問も出されていた。この織幅は官服の仕立ての都合から来たものらしいが、当時の織機の構造では無理がある。当初は無理をしながら要求に合わせていたかもしれないが律令制の衰退とともに、平安時代中期には、それ以前の織り易い1尺5,6寸程度に落ち着いていたと想像される。詳しくはページ末に角山幸洋氏の指摘を示す(ページ末注.1)。
(2)布の生産量
延喜式、交易雑物に計上された量は国衙が中央に上進すべき規定量であり、実際に生産されていた数量ではない。因みに布の長さの単位であるが、延喜式には布の長さの単位として、”段”と”端”が両方現れる。これは本来、調、庸布の合成法を示すものであったものが、延喜式編纂時代には混用され、布の長さの単位として区別なく使われていた。(大隅亜希子:国立民族博物館報告第218集、2019、12月、p.353)
下表は交易雑物として繊維品を指定されている諸国の上進額を抜き書きしたものである。
絹系は近畿、北陸、中国、九州などの先進地域が多く、布系は坂東諸国が中心である。苧麻布は種類を問わず合算すると98,759段である。農民の自家消費用は別途作られていたと考えられるので、この数量が毎年代替通貨として世に発行される布の下限量である。年間約10万段はいかにも少ない額だが、実際には他の産地も含め、これを上回る量が生産されていたことは想像に難くない。
表 延喜式交易雑物に見る諸国の繊維品上進額
| 国名 | 白絹(疋) | 絹(疋) | 絁(疋) | 商布(段) | 庸布(段) | 布(段) |
|---|---|---|---|---|---|---|
| 伊勢 | 0 | 300 | 0 | 0 | 0 | 0 |
| 尾張 | 12 | 0 | 0 | 0 | 0 | 0 |
| 参河 | 120 | 0 | 0 | 0 | 0 | 0 |
| 遠江 | 0 | 200 | 0 | 2100 | 0 | 0 |
| 駿河 | 0 | 200 | 0 | 2100 | 0 | 0 |
| 甲斐 | 0 | 0 | 0 | 4100 | 0 | 0 |
| 相模 | 0 | 0 | 0 | 6500 | 0 | 1500 |
| 武蔵 | 0 | 0 | 50 | 11100 | 0 | 1500 |
| 安房 | 0 | 0 | 0 | 2280 | 0 | 0 |
| 上総 | 0 | 0 | 50 | 11420 | 0 | 1590 |
| 下総 | 0 | 0 | 0 | 11050 | 0 | 1590 |
| 常陸 | 0 | 0 | 100 | 13000 | 700 | 4000 |
| 近江 | 12 | 0 | 0 | 0 | 0 | 0 |
| 美濃 | 12 | 200 | 0 | 0 | 0 | 0 |
| 信濃 | 0 | 0 | 0 | 6450 | 0 | 0 |
| 上野 | 0 | 0 | 50 | 7731 | 0 | 1509 |
| 下野 | 0 | 0 | 0 | 7003 | 0 | 1436 |
| 越前 | 0 | 262 | 0 | 0 | 0 | 0 |
| 加賀 | 0 | 162 | 0 | 0 | 0 | 0 |
| 能登 | 0 | 12 | 0 | 0 | 0 | 0 |
| 越中 | 0 | 100 | 0 | 1200 | 0 | 0 |
| 越後 | 0 | 0 | 0 | 1000 | 0 | 0 |
| 丹波 | 12 | 550 | 0 | 0 | 0 | 0 |
| 丹後 | 12 | 250 | 0 | 0 | 0 | 0 |
| 但馬 | 0 | 737 | 0 | 0 | 0 | 0 |
| 因幡 | 12 | 200 | 0 | 0 | 0 | 0 |
| 出雲 | 0 | 237 | 0 | 0 | 0 | 0 |
| 播磨 | 12 | 250 | 0 | 0 | 0 | 0 |
| 美作 | 0 | 475 | 0 | 0 | 0 | 0 |
| 備前 | 12 | 300 | 0 | 0 | 0 | 0 |
| 備中 | 12 | 0 | 0 | 0 | 0 | 0 |
| 備後 | 12 | 0 | 0 | 0 | 0 | 0 |
| 安芸 | 12 | 0 | 0 | 0 | 0 | 0 |
| 紀伊 | 12 | 200 | 0 | 0 | 0 | 0 |
| 阿波 | 12 | 300 | 0 | 0 | 0 | 0 |
| 讃岐 | 10 | 0 | 0 | 0 | 0 | 0 |
| 大宰府 | 0 | 4000 | 0 | 0 | 0 | 0 |
| 合計 | 286 | 8803 | 250 | 84934 | 700 | 13125 |
(3)布の生産(工程と生産主体)
布生産工程は、糸を作るまでの前工程と織布以降の後工程に分かれる。前工程はほとんど人の手先の作業になるので、非常に時間がかかる。後工程は織機の設備が必要で、さらに一定の品質を維持するには熟練した専門技工が不可欠である。
<前工程>
①苧麻の栽培
苧麻布の原料はカラムシという植物である。イラクサ科の多年草カラムシは北海道を除く日本列島に自生する。苧繊維は紡ぎにくく、硬く、保温性が悪いという欠点はあったが、どこでも手に入るメリットは大きく、木綿が導入されるまで日本人の衣類の中心であった。湿気のある山の傾斜地や沢沿い、海岸の荒れ地に群落を作って繁茂する。カラムシは現代では見ることができなくなったが、江戸時代まではどこにもある、雑草のようなものであった。強勢で2m近くになり他の草を寄せ付けないので、刈取れば畠で栽培せずともカラムシだけを収穫できた。従って律令時代以降、奈良時代あたりまでは自生するカラムシ(山苧)で需要を満たせた可能性が高い。延喜式には、交易雑物として苧(からむし)が尾張110、参河90、遠江130、上野80(斤)が4か国に割り当てられている。ここでいう苧(からむし)は糸の中間原料である青苧の事であろう。承保2年(1075年)伊賀国名張郡で『名張郡中村矢川国領苧桑等事』と題する注進状が郡司名で出されている。ここにはカラムシ、桑の本数、苧畑の面積が記されているので、明らかに栽培されていたものである(平安遺文、第1116号)。この段階で課税されていたかははっきりしない。苧麻の賦課物としての栽培が文献にはっきり表れるのは鎌倉時代以降である。「在家苧」として河原や山の斜面など村の共有地や畠で栽培され、収穫した青苧の一部が徴収された。

②青苧(あおそ)
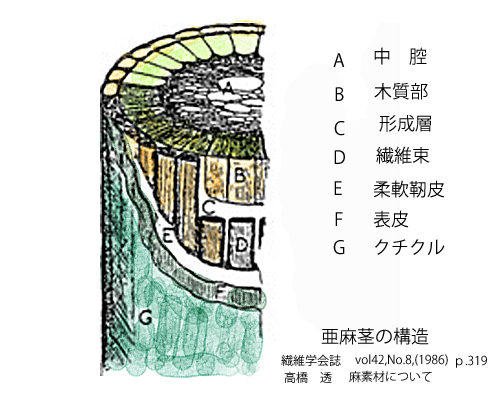
苧麻を刈取り、水に漬け表皮を剥がし、その下の靭皮組織を取り出す。これが青苧といわれる半製品である。靭皮組織の内側に繊維組織があり、最終的に、これが糸として使われる。芯の木質部は除去廃棄される。下図は苧麻と類似した構造を持つ亜麻の断面模式図である。繊維束は柔軟靭皮にくるまれており、精練工程で、これを除去することで繊維がしなやかになる。青苧は乾燥した状態で保存・輸送が可能で半製品としても流通する。
③苧績(おう)み
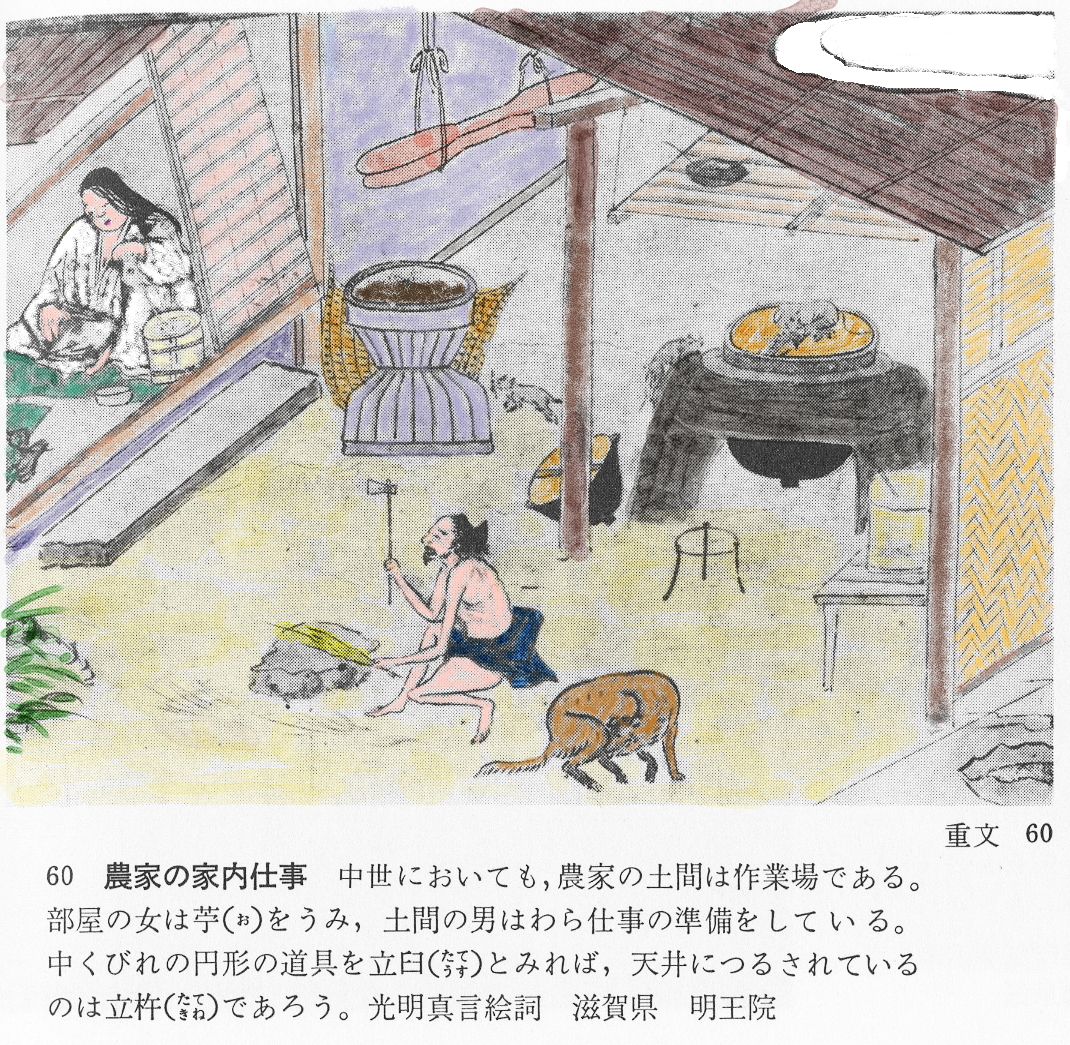
この作業は青苧を細かく裂いて取り出した繊維(長さ約0.8~1.2m)を長い1本の繊維につないでゆく作業である。これは繊維を結ぶのではなく、2本の繊維の端をほぐして、互いにからませて、つなぐ繊細な作業である。これが苧麻布を生産する上で最も長い時間を要する工程(全工程の7~8割)である。下の図は室町時代に描かれた農家の家仕事の一場面である。女性は時間ある限り、青苧から糸を績む仕事に精出していたようだ。立膝の前には水を入れた茶碗が置いてあり、繊維を湿らしながら績いでゆく。糸は績桶(おおけ)にふんわりと絡まないように貯められている。(光明真言絵詞、滋賀県明王院、図説日本文化の歴史6、南北朝・室町、p.70,小学館)
これから先の工程については『越の山都登』江戸時代の織工程図に沿って解説する。
石崎忠司『雪の中のきれ』北越織物史、p.82、(文化服装学院出版局)に収録されている。
④縒りかけ(糸縒り)
苧績(おう)みで繋いだ糸は強度を出すために縒(よ)りをかけなければならない。青苧を裂いて取り出した糸は、実は更に細い繊維の束から成っていて、これを縒(よ)ることによって強度が出る。吊り橋のワイヤケーブルの束が捩じられているのも同じ原理だ。縒りをかけるための道具、紡錘車は縄文時代以降、鎌倉時代まで多くの遺跡から夥しい数が発掘されている。苧績みは女性なら少女から老婆まで誰もが励む人生の日常であったが、”縒りかけ”だけは成人女性でなければ任されない重要な作業であった。

⑤綛・かせかけ
縒りをかけた糸を木枠(桛かせ))に架ける。糸を乾燥させると同時に、糸の分量を一定に量り取る工程である。桛から外し糸の輪を8の字を書くように捩じる。これを「綛(かせ)」といい、糸束の単位とする。苧麻糸はこの状態でも取引される。




<後工程>
⑥精練(灰汁で煮沸)
綛の状態の糸を灰汁(草木灰)で一日煮る。これにより繊維の周囲を覆っている不純物をアルカリ液で除去。この工程は江戸時代、越後縮の産地では行われているものだが、いつの時代から行われているかはっきりしない。しかし、この処理なくしては染色がうまくゆかないので、古代から行われていたと考えられる。但し、この処理が糸の段階だけで行われたのか、布に織り上げた後にも行われたのか、はっきりしない。
草木灰はどこでも手に入る原料とはいうものの、原料により成分の幅は大きい。それに応じて精練の仕上がりも影響を受ける。
全カリ3~9%、全リン酸3~4%、全石灰1~20%、土砂28~70%。カリの8~9割は水溶性である。(農学大辞典・第2次造訂改版、p.1501、養賢堂)。含有物の内、カリ、石灰分がアルカリ分として作用する。薬品のアルカリ液を使うと繊維を傷めやすいということから、木灰のほうがマイルドな処理と言われている。
⑦織布
苧(からむし)糸の織布は、湿度が高い寒冷な季節が適するという。この点から越後地方は産地として適していた。とはいうものの、古代の最大の布産地は坂東地方であった。織布の季節は江戸時代以降を見れば冬であるが、古代で苧麻布は唯一の衣料で代替貨幣でもあった需要に対し、冬だけ織っていて間に合ったのだろうか。
<織機、織具>
織布に関する道具は弥生時代以降、遺跡から多数発見されている。破損していて織具と判定されない物を含めれば夥しい数に上ると思われる。古代の紡織具については東村順子氏の論文にまとめられている。
(東村順子:古代日本紡織体制―桛(かせ)・綛(かせ)糸枠の分析から、福井大学リポジトリ2014.4.11)
当時の布を織る織機は”いざり機(ばた)”または地機(じばた)と言われる。構造は比較的簡単で各戸で必要な布を織っていたと考えられる。布の長さは最初に機(はた)にかける糸の長さで決まるので、それほど長い反物はできない。一方、高機(たかはた)と呼ばれる織機では織り上げた布地を巻き取り、同時に糸は経巻具から供給されるので、より長い布が織れる。原始機に近い織機なら自家用として農家でも持てようが、高機のように構造が複雑なものは不可能で、奈良時代には国衙が設備を整え、織子を雇用して生産に当たらせたと考えられている。さらに時代が下ると郡司層が織機を備え布の生産を担ったことも明らかになっている。
高機は絹織物には必須であり万葉の時代にも珍しいものではなかった。下の歌の踏み木は綜絖を上下させるためのペダルである。
機(はたもの)の踏み木持ちゆきて 天の川打橋渡す君が来むため(万葉集2062)
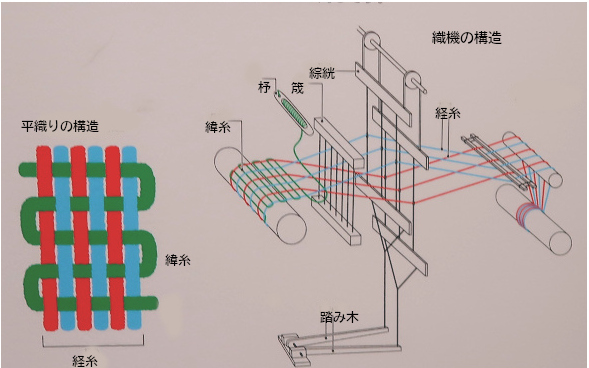
機織りのしくみ(岡谷市蚕糸博物館説明パネル)
織物は経(たて)糸と緯(よこ)糸が交差することでつくられられます。経糸は綜絖(そうこう)を動かすことで上下に分けられ、その間を緯糸の入った杼(ひ、シャトル)を通し、筬(おさ)で緯糸を打ち込みます。この3つの動作のくり返しによって織物が織られていきます。織機は、地機(じばた)、高機(たかはた)機械織機など、さまざまな形がありますが、基本原理は同じです。
<織機の発達>
日本での織機の発達は古く、どの時代にどのような装置が使われていたのか厳密にはわからない。しかし基本原理は現代の機械織機でも同じである。織機の画期は綜絖(そうこう)と筬(おさ)の発明と思われるが、この伝来は弥生時代に遡ると思われる。
刀杼(とうじょ)、筬(おさ)
緯糸(よこいと)を経糸(たていと)の間に通すために,その上へ一つの筒をかぶせるようになり,さらにそれが舟形をして,その中心に緯糸を巻いた管を取りつけた現在使用されているような杼の形を作りあげた。また筬(おさ)のはじめは,一方を薄く削り,ちょうど刀のような形にしたある幅をもつ棒(刀杼(とうじよ))で,あるいは櫛状のもので緯糸をたたきこんできたが,いつか櫛の歯のように細い竹や針金を一定の間隔に並べ,上下を固定した現用のような形のものが作りだされた。段通や綴織の織成には,現在でも櫛状あるいは櫛そのものが緯糸を固くしめつけるために使われている。
出典|平凡社「世界大百科事典(旧版)」
代表的織機の型を下図に示す。この図は大阪府文化財センター、日本民家集落博物館の企画展示『はたおりの歴史展』(2006)での解説パンフレット所載のものだが、一目で発達の経過がわかるので借用させていただいた。
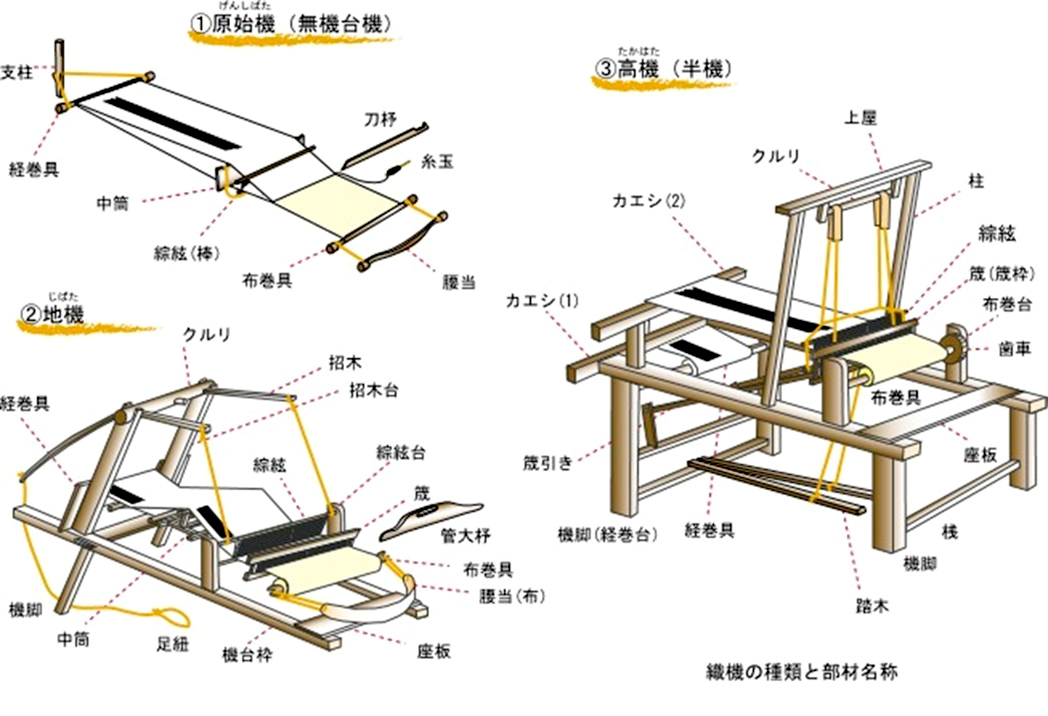
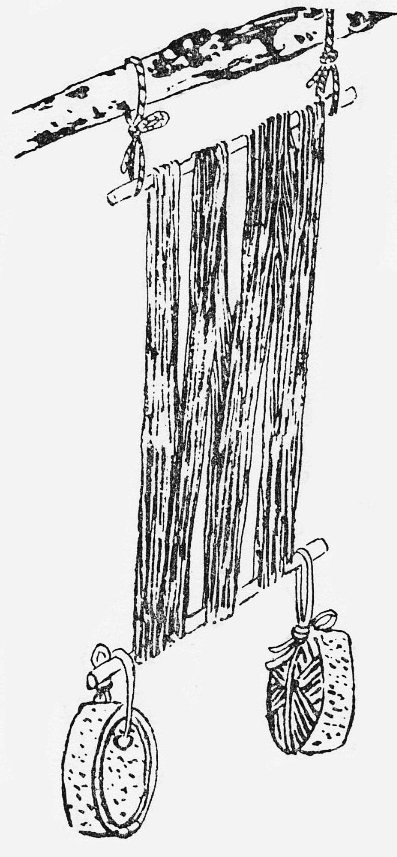
a.原始機
汎太平洋地帯の現存の資料を参考にすると、原始機の中でも簡単ないざり機の使用が推定される。機の一方を樹木や戸外の杭(くい)などに固定し、もう一方を織り手の腰に回し帯に固定し、布が仕上がるにつれて織り手が前に移動した。弥生時代の原始機では織り手が地面に座ったか、腰掛けを用いたかはまだ不明である。(図説 日本文化の歴史1、先史・原史(小学館)p.123)
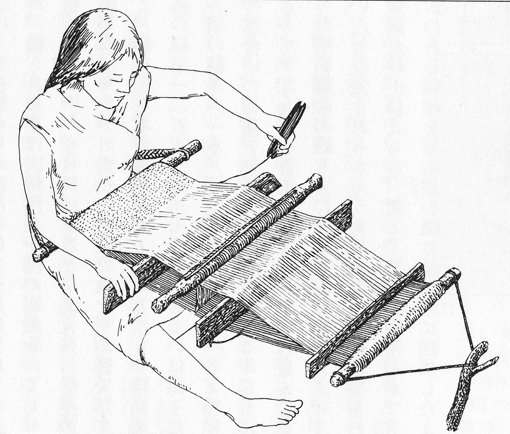
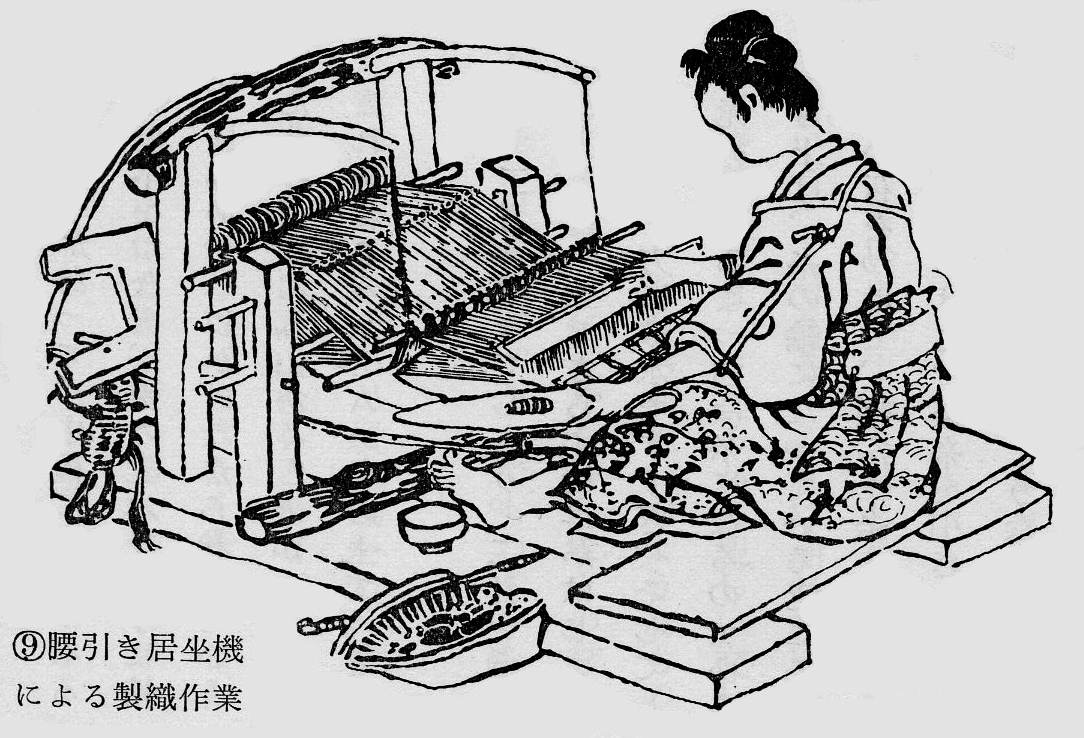
b.地機(じばた)、いざり機
弥生時代には綜絖(そうこう)や筬(おさ)が加えられた織機が出現した。これにより緯糸(よこいと)を通す作業が容易になり、織る速度が速くなる。一方、織手の腰に回した腰当で経糸を緊張状態にし、綜絖で開口するときにはゆるめるという調節を行うので、身体的負担も大きい。一度作業を始めるとキリのいいところまでやらないと、機から抜けられないのでトイレにも困っただろう。図では脇に茶碗と手炙り、煙管が置いてあり現場で休憩をとっていたことがわかる。
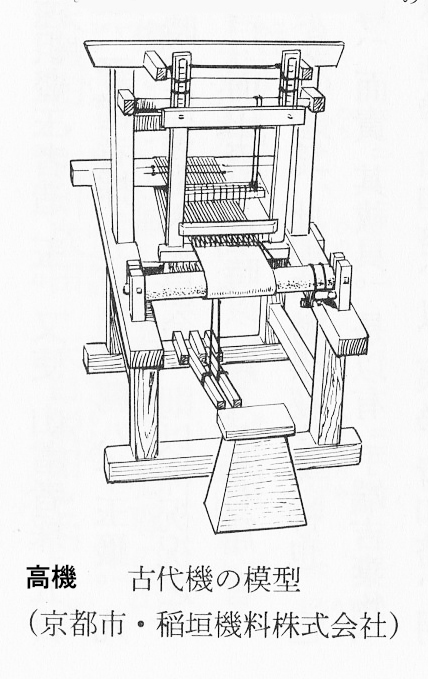
c.高機(たかはた)
高品質の絹織物は高機でないと難しいと言われる。高機は古墳時代には渡来していた。魏志倭人伝には魏への朝貢物の中に縑(かとり)など絹織物が含まれることから、弥生時代に遡る可能性もある。下の高機の模型図はわざと、狭い幅に描かれているが実機はもっと広幅である。
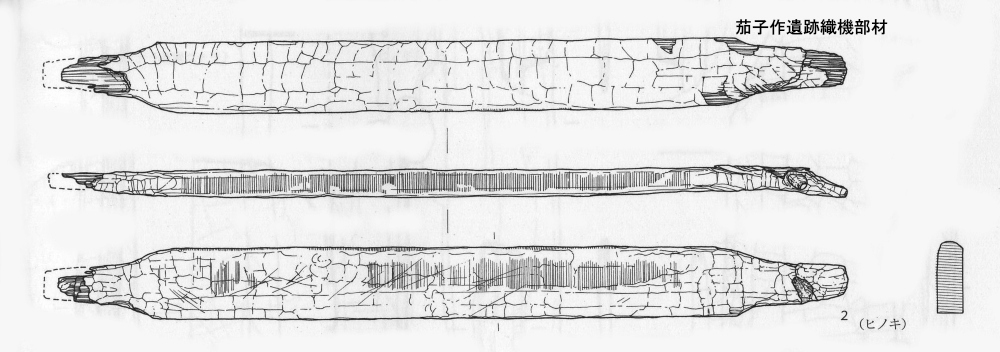
織幅の問題:織機の織幅は女性の身体的制約があり、それほど幅広のものは織れない。商布の幅は2尺4寸(約72cm)とされているが、このような広いものはおそらく江戸時代以前には織れなかっただろう。従って規格の幅にするため、2枚の布を縫い合わせたと考えられるのだが実際はどうだったのだろう。古墳時代中~後期とみられる枚方市茄子作(なすづくり)遺跡出土の高機のカエシとみられる部材には、糸をかけるために刻まれた溝が残されている。糸溝群の最大幅は約49cmなのでこれで織られる布幅は1尺余であった。
※余談だがこの部材の加工痕に注目していただきたい。鉄器は伝来していたものの、まだ満足な大工道具がない時代に、よくもこのような精度を要する部材を作ることができたと感銘を受ける。またそれがはっきり見て取れる忠実な図を描いていただいた調査員の熱意にも感謝したい。写真も掲載されているが、それでは細かい木の削り痕はわからない。(第二次京阪道路に伴う埋蔵文化財発掘調査報告、p.211、128図、大阪府文化財センター、2008年)
⑧晒(さらし)
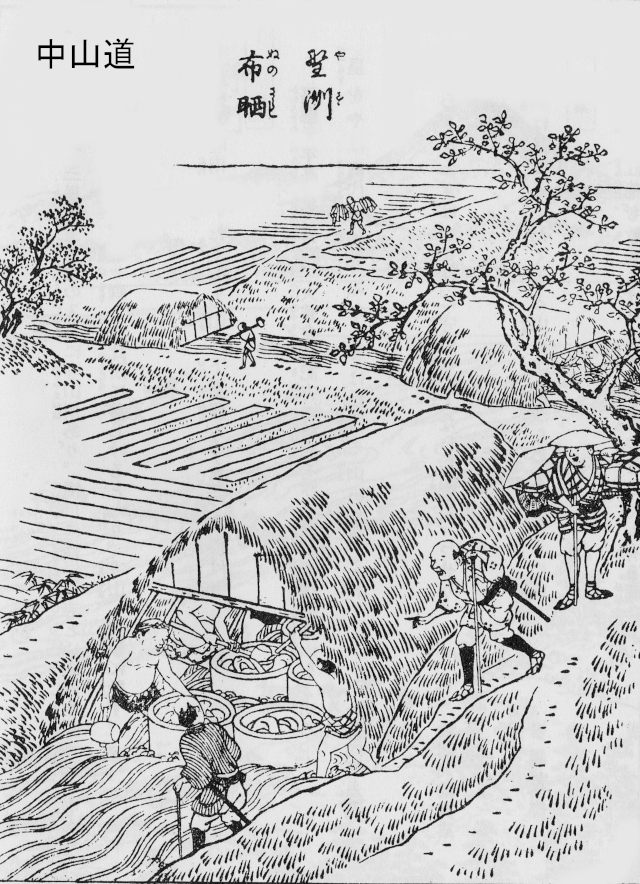
近世の奈良晒、高宮晒などは、織り上げた布を灰汁で煮た後、臼で搗き、川の流れで洗い川原で乾すという作業を繰り返すことで、純白の生地が得られ染色性が向上した。近江、野洲川での晒もこれにあたる(近江名所図会、p.282、柳原書店、1974)。
越後上布は織り上げた布を雪の上に広げ、紫外線での漂白も行われる。
万葉集の歌(巻14東歌3373)に見られる例は明らかに河原での晒である。
多摩川にさらす手作りさらさらに なにそこの児のここだかなしき
近世の晒はアルカリで煮て不純物を溶解除去したのち、臼で搗き物理的にひび割れさせ水で流し出してしまいい、布は川原に広げ紫外線を当てることで効果的に漂白された。一方、古代では布を叩き不純物を細分化させた上で川の流れで時間をかけ洗い出し、あらかた、しなやかになったところで川原で太陽に干して漂白に移るという作業を繰り返し、所望の品質を得たと想像される。手作布と一般の布の違いはこの漂白度、手触りの柔らかさの差とみられる。
⑨砧打
砧(きぬた)打ちとは織上げた反物を生乾きの状態で、裏面を表にして横槌や棒で叩いて柔らかくする作業。これは製造業者がやったのか購入者がやったのか不明である。近世の上布はともかく、古代の商布はここまでやらなかったのではないだろうか。
(4)布の生産体制と品質
①平安時代の布の生産主体
律令制が始まった奈良時代には納税者が自ら生産し、調布、庸布として貢納することが建前だったが、当初から破綻し、一般農民の自家用品の余剰では品質も数量も達成できなかった。そこで諸国の国衙では官営工房を設け、専業生産を行うことが早い時期から行われた。この官営工房がいつまで機能していたか明らかでないが、少なくとも平安時代後半には繊維品の生産には郡司(のちには荘官)など有力者層が経営する工房で集中的に生産を担っていたとみられる。
この問題について浅香年木氏は以下に示す、いくつかの事例をあげ上記の結論に至っている。浅香年木:『日本古代手工業史の研究』、p.367、法政大学出版局(1971)
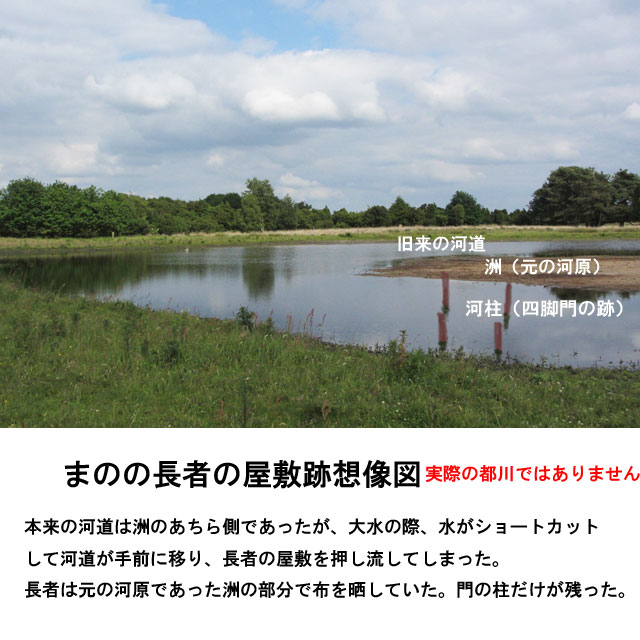
(a) 更級日記(寛仁4年1020年)
『下総国にまのの長といふ人住みけり、ひきぬのを千むら、万むらをらせ漂させけるが家の あととて、深き河を船にて渡る』という記述がある。これについては本HP
『まのの長者は何故没落したのだろうか』を参照
(b) 豊前国仲西郷、僧頼源解、嘉承2年11月(1107年)(平安遺文1679号)
天台山二宮の御油所を預る僧頼源が強盗に入られ、多くの財物を奪われた上に放火され、多くの建物が焼亡したことを届け出た文書である。奪われた財物を見ると、夥しい衣類、衣装、調度のほか、絹、布の反物、更に細布用糸を巻いた桛(かせ)、白苧、麻苧など織布に使う半製品があり、明らかにこの御油所では布の生産も行っていたことがわかる。
(c) 美濃国宮田村司平家基解、保延2年4月17日(1136年)(平安遺文2343号)
御布所の存在については平安遺文2343号(平安遺文、第5巻、p.1985、東京堂出版)で言及され『苧麻・絹・木綿の社会史』(永原慶二、吉川弘文館、p.40)に解説がある。内容は、
『宮田村は御布所として諸雑役を免ぜられる代わりに1町当たり細布20段と在家ごとに中布1段を出して弁済していた。ずっと未進もなく完済してきたのに突然、留守所から雑役を命じられ、飢饉その他で困窮しているところに住民は死者が出たり、逃亡する者もある。従来のように雑役を免じて欲しい』というもの。
(d) 武蔵国稲毛荘、末成等押取雑物注進状、長寛2年7月18日(1164年)(平安遺文3289号)
<武蔵国稲毛荘注進状事件>
この注進状は平安時代末期、長寛2年(1164年)の前年、前々年に武蔵国稲毛荘(神奈川県川崎市高津区から中原区)で起こった貢納品、財物の横領強奪事件について荘官の大江某が領家の藤原氏摂関家(九条家)へ報告したものである。(平安遺文3289号、長寛2年7月18日、平安遺文第7巻p.2612、東京堂出版)
この事件は単なる強盗事件ではなく、この地域の支配権をめぐる年貢争奪事件の様である。被害に遭ったのは荘内の稲毛郷(現在の川崎市宮内)、小田中郷の二ケ所で犯人は末成(すえなり)を頭目とする一味であったが、黒幕は別にいたようだ。事件の真相はさておき、押し取られた財物で目を引くのが繊維品の多さと人、馬である。当時でも馬は現在の2tトラックを買える位の財産で、それに並ぶ財物が”人”であった。(稲毛荘については第7回多摩川流域歴史セミナー、望月一樹『多摩川下流域の中世史』多摩川流域懇談会、平成30年に詳しい)
[強奪された財物]
八丈絹128疋、白布46段(晒布か)、布160段
馬8匹
女4人、男児1人
穀類…米籾、麦etc
連れ去られた人は、庄司の家族ではなく、機織り専門の奴婢とみられる。当時の日本には奴婢制度はなかったが、実際には借金のかたや浮浪者、誘拐犯から買い取った娘たちを集め織布などの専門技術を習得させ、絹、苧麻布の生産に当たらせていたと推測される。押し取られたのは5人だが逃げた者もいた筈だから、もっと多くの織子がいたかもしれない。彼らは特殊技能者であったので、価値は高かったであろう。治安が行き届かない社会では人身売買など犯罪ともみなされてはいず、稲毛荘は絹や布の繊維品工房として通年フル操業し、その富をめぐり争奪の対象となっていたのではないだろうか。なお、平安時代には人身売買は珍しいことではなかったようだ。(今昔物語、巻第29第24話、「近江の国の主の女を美濃国に将て行きて売る男」)
以上の事から平安時代に交易雑物として上進される商布の生産は効率の良い高機などを設備でき、人を集められる郡司や富裕農民層によって担われ、周囲には関連工程をこなす職人が集まり”御布所”的集落が各地に存在したと考えられる。
②苧麻布を製造するための工数
苧麻の栽培から苧績みで糸を作り、織り上げるまでに必要な工数を知らなければ実際にどのような生産体制で行っていたか推定できない。
古い時代の細かい数字は知るべくもないが、昭和まで越後地方で行われていた布づくりの実績が大雑把ではあるが参考になる。
<商布1段製造するための工数の推算>
商布の実物価値を知るために投入労働力を推定した。下図の布の生産工程にわかる範囲で数字を入れてみた。近世の事例では全工程のうち「苧績み」が7~8割の期間を占めるといわれている。また前行程と後工程は労働力の性質が異なるので別々に検討する。
前工程の場合、労働の担い手は農村の女性達であったと考えられる。平安時代には女性に生まれたら苧績みは切っても切れない日常の一部であったと思われる。今昔物語にもその様子がさりげなく描かれている(巻31、北山の狗人を妻と為す語第十五、p.584今昔物語集、日本古典文学全集(4)、小学館)。糸は後述するツヅネ(注.4)のような半製品の形で御布所など工房に持ち込み、自家用にする布と交換していたことも考えられる。従って前工程の労働力についてはかなり融通がつけやすい。一方、後工程については専門技術と設備を必要とするため、周辺の村から臨時に雇うことは難しく、前述のように非合法的に集められた女性たちに依存していたと考えられる。
※計算可能な各工程の工数は、結局見いだせなかったが、後日の検討のため未完成のまま残している。男女は主として担当する人の性別。
表.商布1段を生産する工数の推定
| 工程 | 性別 | 工数 | 備考(明治期以後) | |
|---|---|---|---|---|
| 前工程 | 苧麻栽培 | 男 | 作付け:1段の布のために0.83a(注.2) | |
| 刈取 | 男 | 7月下旬1回目刈取り | ||
| 浸水 | 男 | 刈取ったその日のうちに沢水を引いた水路に一晩浸漬 |
||
| からむし剥ぎ | 女 | 茎を折り、表皮を剥ぎ取る。1日 | ||
| 乾燥 | 女 | 繊維部分を日陰干、2日。青苧として保存、流通 | ||
| 苧績 | 女 | 最も時間がかかる工程。 | ||
| 後工程 | 縒りかけ | 女・男 | 手擦木とつむを使用。熟練を要するので成人女性、男 |
|
| 精練 | 女 | 30日 | 糸:灰汁で一晩煮沸、川晒し | |
| 織布 | 女 | 15日 | 熟練者で15日/1段 |
|
| 晒し | 男・女 | 20日 | ||
| 合計 |
(5)布品質から来る貨幣価値の不安定化
平安時代の布生産は生活必需品の供給が主目的とは言うものの、他方で通貨供給という社会経済上の重要な役割をもっていた。織物の品質は平安時代なりのものでも許容されるが、貨幣となると代替的とはいえ、当時の品質、生産量で通貨の役割を果たせたのだろうか。
また都までの輸送の問題もあった。馬での陸送とはいえ更級日記の東海道の旅で分かるように悪路の連続である。さらに途上での盗賊、悪天候を考えると汚染、劣化せずに輸送できたのだろうか。
①当時の織物の品質上の問題
- 糸
- 農家で績んだ糸は後世と同じくツヅネ(注.4)状態で購入したと思われるが、多くの績み手から集めるので品質のバラつきが大きい。糸の品質は原料繊維の太さ、績み方(繊維のつなぎ方)、一本の糸に使う繊維太さの揃い具合などにより決まる
- 精練
- 綛状態の糸で処理。繊維に付着しているペクチンなどの不純物除去を行う精練の出来具合により布の染色性、肌触り、白さに影響が出る
- 織布
- 近代なら手織りでも専門工房では15日で1段織れる。しかし、農家の自家用に主婦が織ると2,3か月かかるという。品質的には一気に織った方が均質なものができるので、平安時代にも熟練織子により集中的に織られたと想像される。
- 晒し
- 布の繊維表面に微量残留した不純物を叩いたり搗いて物理的にひび割れさせ、川の流れに漬けて洗い流し、更に河原で干して紫外線で分解漂白する。これは一度では不十分で、何度も繰り返す。どの程度やるかで白さと、柔軟さが決まる
②布の輸送
生産した布は大半が京都に運ばれなければならない。この布で国ごとに命じられる官庁の修理・造営の費用、国内で入手できない物品の購入などに充てられる。いずれにしても現物を都まで運送する必要が出てくるが、どのような方法でそれを行ったのかが問題である。陸送であれば馬による運送しか考えられない。延喜式巻26主税上に馬で運ぶ際の標準積載量が示されている。それによれば1頭の馬で商布50段という数字が挙げられている。馬一頭の積載重量は67㎏だから、逆算すると商布は1.3㎏/段。例えば上総の布、年間京進分、11420段をすべて馬の背で運ぶとすれば、228頭が必要になる。もちろん、一度に運ぶわけではないが、京進すべき交易雑物はその外にもあるので、相当な運送隊を編成しなければ軽貨といえども京都への輸送はできない。輸送コストも半端ではなかった筈だ。
③代替貨幣としての布の限界
当時の生産技術では品質を一定させることは困難で、広範囲にばらつく品質の製品が出荷されることは避けられなかった。昔の人々も馬鹿ではないので品質によりその価値を評価したに違いない。具体的には越後布、信濃布などの地域ブランド、手作布、白布、黄布など品質ブランドにはプレミアムが付けられて価値の調整が図られていたと考えられる。従って商布と米の交換比率はおおよそ、布1段は米8.4斗とされているが、それは目安で、結局取引ごとに交渉という無駄な作業が入ることは避けられなかった。それがこの時代の限界であった。
とはいえ、我々は現代社会の均質な経済インフラを念頭に考えがちだが、平安時代社会は元々、均質ではなく、畿内とそれ以外の多数の地域の経済的つながりは緩く、個々の地域内では独自の取引方法があったかもしれない。
補注
注.1 角山幸洋:『日本染織発達史』p.75、田畑書店(1968)
『奈良時代の織物幅は、調庸布幅二尺四寸(センチ換算71.3㎝)、細布幅二尺二寸(65.4㎝)で、前述した弥生時代の織幅に比べ約二倍以上もあり、この幅が調庸生産品の標準織り幅とすると、あまりにも広すぎるわけである。一般的にいえば、原始機の織り幅は織工の腰幅程度が普通で、杼通しする両手の動作範囲に限定され、最大50㎝幅を越えることは困難である。従って二尺四寸もの幅を製織するには何らかの道具が必要となるが、弥生時代から奈良時代にかけて原始単綜絖機は機台をつける以上の発展は望みえなかったし、調庸織り物生産に特別の織り具を設置することは不可能であるから、恐らくこの処理は織り前に二人並んで杼通ししたのであろう。機織効率からすればまさに非能率であった。これを規則し規格を統一したのは裁縫体制の合理化から見頃を一幅に画一的に規制したことで、これが織り物生産における合理性を無視し、非能率的広幅を生産したのである。したがって律令制の衰退にともなって織幅一尺5寸ないし六寸を限度とする狭小な織物へ漸次移行するとともに、別の服制を生むにいたったのであろう。』
注.2 1段の布を織るに必要な苧畑
カラムシを栽培するようになった後の話であるが、新潟県十日町地方での一つの目安があるので紹介する。
『越後縮の生産をめぐる生活誌』、p.9、十日町市史編纂委員会編、十日町市郷土資料館双書八(1998)
十日町地方江戸時代初期の検地で
苧畑の面積 29町6段13歩
青苧の収穫 888貫130匁
青苧の反収を3貫/反、1段の布を織るのに必要な青苧を250匁と仮定すると
296反÷(888000/250)=0.0833(反/段)
これは約0.83a(アール)
注.3 からむし焼き
多年草であるカラムシは冬には枯れてしまう。春になると散々伍々新芽が出始めるが、そのまま放置すると大きさ不揃いの株になってしまう。そこで春先に害虫駆除も兼ねて枯れ茎ともども新芽を焼き払い、発芽を揃える作業を行う。いつ頃から行われていたかは不明である。
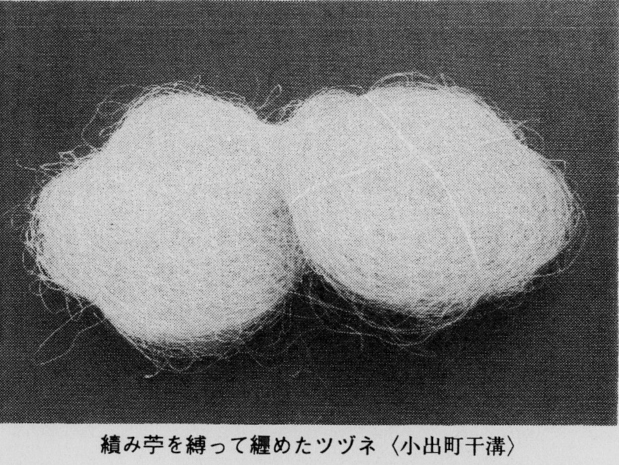
注.4 ツヅネ
ツヅネとは十日町地方の用語で、苧笥に貯めた績み終わった糸をまとめて縛ったものである。十日町地方は越後縮の産地であり、余分に績んだ糸は糸買いに売り女性の小遣い稼ぎになっていた。平安時代にも、このような形で績んだ糸が取引されていた可能性がある。糸に縒りをかけ綛にして出荷するのは、農家の賃仕事にしては手間がかかりすぎからである。
越後縮の生産をめぐる生活誌、p.137、十日町市史編纂委員会編、十日町市郷土資料館双書八(1998)